5. Meiji (3): major industries: silk,
cotton and machinery
(See Handouts no.4 and no.5)
Three industries to be featured
In this lecture, we will examine three important industries in detail.
As noted earlier, raw silk was the top export commodity throughout Meiji
and beyond.The cotton industry was the most dynamic emerging
manufacturing industry in
Meiji; it achieved import substitution successfully.
The machinery industry was taking root but still weak. During Meiji,
Japanese machines were cheaper but in low quality; they had no competitiveness
against American or European products.
Don't confuse silk with cotton.
Silk industry
Silk production was a traditional industry in Japan dating back to ancient
times (4th or 5th century?). During the Edo period, many hans produced high quality silk cloth and kimono. But when Japan opened its ports
and resumed foreign trade in the mid 19th century, Japanese silk suddenly found
an enormous overseas demand (especially in the US). This silk boom had a few important
effects.
First, naturally, silk production (mulberry cultivation, silkworm raising,
silk spinning) was greatly stimulated and expanded all over Japan, especially in
the eastern regions. Virtually all farmers and villages which could produce silk
tried to do so. This raised rural income significantly. Today, you can hardly
see mulberry trees or silk production in Japan. But back in those days,
they were everywhere.
In many developing countries today, rapid
industrialization and liberalization often impoverishes farmers and widens the
income gap. In the case of Meiji Japan, however, international integration did
not increase the gap between urban and rural income thanks to the silk boom. The tea
export boom and rice inflation also contributed to this trend. In fact, as rural communities gained
economically they often became politically active. But at the same time, rural
prosperity now depended critically on the price trends of agricultural
commodities such as silk and rice. When these prices were high, enriched farmers
and landlords enjoyed higher consumption, low tax rates (since the land tax was
nominally fixed) and staged a political movement demanding a constitution and
criticizing the government. When agricultural prices plummeted, however,
political movement lost momentum and many indebted farmers became landless. We
can call this the risk of international integration due to domestic and global market
fluctuation which must be monitored and managed carefully by the producers
and the government--it can happen to any country even today.
Second, the new class of merchants emerged. As foreigners were confined to the designated foreign settlement and
its surrounding area (the most important foreign settlement was Yokohama), they
could not build their own distribution network in Japan (violating national
treatment of the GATT Agreement, but there was no WTO at that time...) Thus they
had to rely on Japanese merchants to procure silk and tea for export and sell British clothes
to local markets. Japanese merchants who played this role were often new people, unconnected with big merchant
families in the Edo period. They communicated price information, provided
short-term trade credit, established marketing channels, and even assisted in
installing new machines and learning new technology. Those who did business
directly with foreigners were called Yokohama merchants, but there were
other types of new merchants as well. Renowned silk-producing localities
included Nagano, Yamanashi, Gunma and Tohoku Region (all Eastern Japan) and
merchants played critical roles in restructuring these producers. If successful,
Meiji merchants made huge profits. Quick and spontaneous emergence of a merchant
class with productive functions (instead of simply exploiting producers) was a
unique Japanese feature not always visible in other countries.
But Meiji
merchants were far from perfect. Foreigners often bitterly complained about the dishonesty and
corruption of some Japanese merchants. Silk was sold by the weight, so water was
often added before weighing. Foreigners had to check if the merchandise was dry
inside. At one time, the quality of Japanese silk became so low that its demand
and price fell, and the government had to impose quality standards.
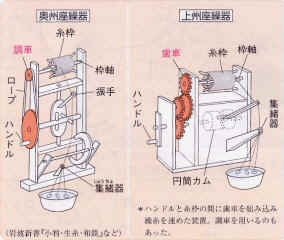
Third, continued silk exports was accompanied by the transformation of production method and
organization. Manual labor was gradually replaced by machine spinning (I
-> M*; see lecture 4 for notation). At first, silk production used to be
farmers' side job, but later it was undertaken by factories (M* -> M).
More precisely, silkworm raising still remained family-based and decentralized
across the country, but silk spinning became automated in big factories.
 |
 |
|
Wooden tools for manual silk
spinning (zakuri) were used from the late Edo period until the
end of the 19th century. |
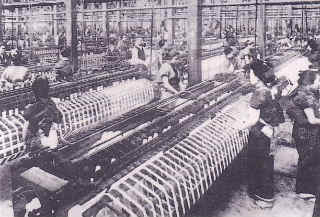
Machine spinning of silk at Okaya
Spinning Factory, Suwa. Nagano Prefecture became the center of the silk
industry. |
Silk remained the top export item for nearly a century. Silk exports were a
stable source of foreign exchange for Japan, contributing to industrialization.
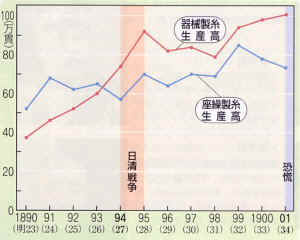 |
The output of silk yarn: manually
spun silk (blue) and machine spun silk (red) existed side by side. |
Traditional cotton industry
Roughly speaking, the production process of cotton proceeds as follows: cotton
harvest -> ginning and cleaning -> spinning (yarn) -> weaving (cloth)
-> sewing & cutting (garment). Other processes such as dyeing may be added.
 |
|
The traditional spinning wheel (above)
and the garabo machine (below). Garabo, invented by
Tacchi Gaun, won a prize at the domestic trade exhibition in 1877. This noisy
but cheap wooden machine was widely used for cotton spinning in Meiji until Western
technology finally took over. |
As Prof. Odaka says (lecture 4), indigenous and modern sectors
often existed in parallel. The cotton industry was no exception. Therefore we will discuss the cotton
industry in two parts: traditional and modern. This section looks at the
traditional.
Like silk, the cotton industry existed for a long time. But the traditional
method, using wooden looms and household labor, was less productive than Western
technology. This type of production was often organized as the putting-out system
where a merchant contracted each farm household individually to produce. The merchant
provided all materials (and sometimes tools), received finished products and
paid the commission. Production took place in the farmer's household using family
labor (usually the wife). The question is: how could this mode of
production survive against British imports and introduction of modern
technology? Why were they not wiped out?
We can cite a few reasons. First, domestic demand for cotton products rose
so fast that, while imports increased, domestic production could also expand.
Domestic demand was rising because (i) farmers were enriched as noted earlier,
and they
switched from homemade or second-hand clothes to purchased ones; (ii) new merchants
established a nationwide sales network; (iii) the price of clothes relative to
the general price level declined, further stimulating demand.
Another important reason was that Japanese and British cotton products were
differentiated and not easily substitutable. Japanese cotton was thicker and used lower count fibers, while
British cotton was thinner and used higher count fibers (higher the count, thinner the fiber). The two products were used for different purposes, so they
did not compete directly. This is a point much
stressed by Professor Heita Kawakatsu (International Research Center for Japanese
Studies and Waseda University).
However, even though the traditional cotton industry survived, the
impact of international integration surely reorganized its production. Vertically integrated
producers (raw cotton -> yarn -> fabric) declined, while specialized producers
(using imported yarn for weaving) prospered. Demand for plain white cloth fell,
while higher-value, more differentiated products (creased, patterned or colored
cotton) found a larger customer base. Some cotton villages disappeared while new
ones popped up. Whether the traditional cotton regions survived the integration shock or
not depended very much on the existence of helpful merchants who introduced imported materials and developed new domestic markets for the producers. Again,
the merchant's role was essential in adjusting to a new environment.
Toward the end of the Meiji period, machines began to be introduced even in
the traditional sector. This was prompted by the need to improve efficiency due
to (i) rising wages; (ii) worsening of the terms of trade (i.e. the falling
price of output (fabric) relative to input (yarn)); and (iii) recessions. But
while machines were introduced, they were not exactly the same as the Western
original. They were used in smaller scale production and some modifications were
made (such as using wooden parts instead of steel). This can be considered modifications of indigenous method (I -> I*).
Modern cotton industry
Now we turn to the modern cotton industry. This industry had to be introduced as an
entirely new technology (M -> M).
In early Meiji, Japan imported large amounts of cotton
yarn as an input to domestic cotton cloth production. The government considered yunyu
boatsu (import substitution) of cotton yarn to be an important national goal.
Model factories in cotton spinning were established in the 1870s, but these SOEs
did not succeed commercially.
The reasons for their failure were as follows:
--Lack of capital
--Small size (only 2,000 spindles)
--Use of water power (constrained by location and time)
--Lack of experts
The turning point came when Osaka Spinning Factory (OSF, or Osaka
Boseki Kaisha) was established in
1883 as a private company by the strong initiative of Mr. Eiichi Shibusawa, the
super businessman (lecture 3). Worried about rising cotton yarn imports, Shibusawa decided
to create a new company that overcame the defects of SOEs. In particular, OSF
had the following advantages.
--It was a joint stock company subscribed by big merchants and former
daimyos who were personally persuaded by Shibusawa to invest. For working capital,
loans from the First "National" Bank were available (Shibusawa was
its president)
--It had a sufficiently large size to enjoy scale merit (10,500 spindles)
--Use of steam engine which permitted 24-hour operation
--Located in the urban area, which facilitated worker recruitment
--Mr. Takeo Yamanobe was hired as chief engineer (see below)
--Use of Chinese cotton (low cost) instead of domestic cotton
--Use of more efficient machines (the Ring model rather than the Mule model)
OSF was an instant success. Although 1883 was a recession year (Matsukata
deflation--see lecture 4), the company was profitable from the beginning. The lesson is that competitiveness depended critically on the choice of appropriate
technology (which includes size, location and mode of operation). In addition, strong managerial leadership
(Shibusawa) and deep practical knowledge (Yamanobe) were instrumental.
Without these, purchasing expensive machines alone would not achieve efficiency.
The success of OSF had a powerful demonstration effect. Soon, several
spinning factories were established following OSF's method. Largest among them
were spinning companies of Hirano, Amagasaki, Settsu and Kanegafuchi (Kanegafuchi
is now called Kanebo). Large-scale cotton spinning factories were
concentrated in Kansai area (Western Japan, near Osaka). Young female workers were
recruited by these factories with often inferior working conditions. But
competent engineers were constantly in short supply. Initially, the product of
these companies (yarn) was sold to domestic traditional weavers (namely, for import substitution). Later, their
products were also exported as well as used internally to weave cloth within
factories.
 |
 |
| Kojo (female
factory workers). They worked hard and long hours under poor conditions. |
Toyobo in the
1910s. Kojo wore kimono and an apron. |
While the modern cotton industry became the pillar of Japanese
manufacturing, they faced two problems. The first was the recession around 1900
which forced even big factories to restructure, merge or even close. The number of modern
spinning factories declined from 78 in 1899 to 49 in 1904. After the shakeout,
the three largest spinners were Osaka, Toyobo and Dainihon.
Another problem was the conflict of interest between ownership and
management. Shareholders (rich merchants and former daimyos) were not interested
in the textile business per se and only wanted quick and high return on their investment.
By contrast, top managers and high-level engineers were well informed about
technology and market and had a long-term perspective. Thus, the former demanded
large dividends while the latter preferred retained profits for expansion. This tension sometimes escalated to the level where shareholders
demanded the resignation of the management.
Overview on the machinery industry
Now we turn to the machinery industry.
As noted above, Meiji industrialization was basically light industry
industrialization (especially textiles), and the machinery industry was still
weak and internationally uncompetitive. Japanese machines were imitations of
western models. In Meiji, "MADE IN JAPAN" meant low price and low
quality. The industry still heavily depended on foreign technology and imports.
During Meiji, there were only imports and virtually no exports of machinery. But as
technology was being absorbed, preparations for the next period
(Taisho and Showa periods) were made.
Initially, military SOEs dominated the machinery industry. Backed by the
government, they were large in size and had newest machines imported from Europe
or America. By contrast, private companies were smaller and less modern, and
they normally used second-hand or Japanese machines.
But private-sector manufacturing was also growing, albeit gradually.
Largest among private companies were shipyards and railroad car factories. Medium-sized ones
included electrical companies such as Toshiba, NEC, Oki and Hitachi. Small companies
produced various parts and devices. The input-output linkage between large
firms and smaller firms was still weak. Large factories imported most machines
and produced the remaining machines and inputs internally. Domestic procurement from other companies was
insignificant at first. In other words, "supporting industries" did
not really exist during Meiji.
Inter-firm migration of engineers facilitated technology transfer and
absorption. Graduates from Technical University and technical high schools
(lecture 4) first worked at SOEs or at relatively large private companies. After
acquiring skills and knowledge, many of them moved to smaller private companies
or established their own factories. In this way, Western technology was diffused
widely within the machinery industry.
In Tokyo and Osaka, SMEs began to be concentrated in certain areas of the
city and formed industrial districts. They tended to gather near large
factories as a core. In Shiba area (near Tokyo Tower and Hamamatsu-cho Station
today), large factories including Shibaura Manufacturing Company (private,
"Shibaura" means Shiba Beach), Naval Weapon Factory (SOE) and Mita
Manufacturing (SOE) were located. Around them, private companies gathered to
produce machines and parts. Another industrial district in Tokyo was formed in
Honjo-Fukagawa area (left bank of the Sumida River), specializing in metal
products like nuts, bolts, and so on. In these industrial districts, SMEs not only
competed against each other but also cooperated. If your factory did not have
the right machine, you could ask your neighbor to do the work for you, and vice
versa. Some of them became subcontractors of larger firms. However, their
financial accounting was imprecise and pre-modern.
Later, in 1939, Toshiba was created by merging Shibaura Manufacturing and
Tokyo Electric (another company). Even today, you can see Toshiba Headquarters
Building from Yurikamome; that's where Shiba industrial district used to be.
However, the area was completely destroyed by the earthquake in 1923 and the
US aerial bombing in 1945, so no signs of Meiji-period factories remain.
Japanese managers and engineers were generalists rather than specialists, and job
hopping was very common. Workers were also characterized by the lack of discipline and low saving. The Japanese labor force at that time
was more "neoclassical" and quite different from the labor force in
the post WW2 era. To further promote industrialization, Japan had to transform
these light-footed engineers and workers to stay in one factory in order to absorb
and develop
firm-specific skills. Japan later succeeded in doing this during the war time
(1937-45, see lecture 9)
Let us look at some of the large private firms.
Railroad carriage and locomotive
Railroad cars (carriages) and railroad engines (locomotives) are quite different
in required technology.
The latter are far more difficult to manufacture than the former.
As to carriages, about 25% were imported and about 75% were domestically
produced throughout Meiji. Among domestic producers, Shimbashi Factory (SOE) and
Kobe Factory (SOE) were the biggest, together occupying the share of 64% of domestically
produced carriages.
As to locomotives, all had to be imported at first. The government
wanted to promote domestic production (i.e., import substitution). In 1900, the first locomotive was
test-produced by the cooperation of an SOE and the private sector.
Shimbashi Factory (SOE) provided the blueprint to Japan Railroad (private) and
Kansai Railroad (private) and engineers were mutually exchanged. In 1912, the Railroad Agency nominated four private companies to copy-produce locomotives.
But since these companies were still technically weak, the government provided them with
technology, materials, production management, training (including opportunities
to study abroad), and the promise of official procurement. Hence the market was secured.
 |
 |
| Shimbashi
Factory preserved at
Museum
Meiji Mura (Meiji Village) near Nagoya. |
A locomotive
made in Japan (1903), exhibited at Modern Transportation Museum, Tokyo |
During the Meiji period, both public and private railroads were built. But in 1906 the
government nationalized virtually all railroad companies. Nationalization was carried out
partly for military reasons and partly because many of the private
railroad companies were unprofitable. One big problem with railroads was that
local politicians
built too many railroads to please rural electorate and win votes.
Shipbuilding
 |
|
Nagasaki Shipyard of Mitsubishi, 1885 |
Among domestic shipyards, Mitsubishi Shipbuilding (private, in Nagasaki) and
Kawasaki Shipbuilding (private, in Kobe) dominated. Both were former SOEs sold
to influential businessmen. In the early days, ship repairing was more profitable
than building new ships.
About half of the newly built ships were purchased by domestic private
customers. The rest were produced for the navy or exported to China, Thailand,
and other countries. The government supported the shipbuilding industry by offering subsidies
for building large-sized ships above 700 tons (later, above 1,000 tons).
Construction of naval
ships was not very profitable but the government supplied materials for them.
Due to the lack of supporting industries, shipbuilders produced most parts
internally.
Electrical machinery
 |
|
Mr. Tanaka (1799-1881), founder of
Toshiba, was originally a maker of traditional mechanical dolls. |
Shibaura Manufacturing (later Toshiba) was founded by Mr. Hisashige Tanaka,
the inventor. Initially it was a relatively small operation with 502 workers,
producing military goods. When naval factories stopped procurement from Shibaura (they
now could produce internally), Mr. Tanaka's factory shifted to the production
of private-sector electrical machines such as generators and transformers. When
Shibaura Manufacturing faced a financial crisis, Mitsui Zaibatsu came to the
rescue. Shibaura also established business cooperation with General Electric
(USA). Similarly, Mitsubishi Electric Company cooperated with Westin House (USA)
and Furukawa Electric Company cooperated with Siemens (Germany).
Even with these efforts at domestic production, imports still dominated the Japanese market of generators and
transformers (about foreign products occupied 75% in 1911, which mainly came from
the US). Toshiba's share was 16% and
concentrated in lower capacity generators compared with US products.
There was a debate in the government as to whether the national telephone
network should be built privately or publicly. The government finally decided to
build it by itself. Oki Electric was approached by Western Electric to produce
telephones but Oki refused. So, Nippon Electric Company (NEC) was set up for
this purpose as a joint venture partner for Western Electric (54% share) in 1898. Oki
and NEC competed for the official procurement of telephone equipment.
NEC was initially only a sales agent for Western Electric products, but soon
began to produce its own products and became more independent from WE. NEC's
success was due to (i) foreign technology and capital (from WE); (ii) secured markets
through government
procurement of telephone equipment; and (iii) the company's high technical
absorptive capacity.
Mr. Shibusawa and Mr. Yamanobe
In 1877, Mr. Takeo Yamanobe was a 26-year old student majoring in economics
and insurance theory in London. One day he received a letter from an unknown
gentleman in Japan. The sender's name was Eiichi Shibusawa. The letter said
something like this.
"Dear Yamanobe, your name was mentioned by a friend of mine. Japan
imports too much cotton yarn today. We need to establish a domestic spinning
industry. We need people who know both management and technology. Will you
please study the cotton industry? I will create a company."
 |
 |
| Mr. Shibusawa
(1840-1931), the super businessman |
Mr. Yamanobe
(1851-1920), the super factory manager-engineer |
Perhaps Yamanobe was annoyed. Who is this to tell me to change my subject?
But after thinking a bit, he decided to follow Shibusawa's advice. He went to
Kings College where he studied textile industry theory. But theory alone was not
enough. He moved to Manchester, the capital of global textile industry. He
posted ads in newspapers: PLEASE HIRE ME AS A COTTON INDUSTRY TRAINEE, I
WILL PAY but no company responded. Finally, he met Mr. Bragg who allowed
him to work and absorb practical knowledge in his factory for eight
months--including technology, marketing and shipping. He learned very hard.
Shibusawa sent him 1,500 yen (a huge sum at that time).
When the study ended, Yamanobe placed an order to purchase textile machines
and steam engines, and went back to Japan.
In 1882 Shibusawa and Yamanobe discussed the factory site. For establishing
the company,
250,000 yen was collected from rich merchants and friends of Shibusawa.
Shibusawa's bank, First National, would lend the working capital. Osaka Spinning
Factory was successfully launched in 1883. Yamanobe became the factory
manager-engineer.
 |
 |
|
Osaka Spinning Factory,
inside and outside. |
Around 1900, there was a severe textile recession. Shareholders demanded
higher and quicker returns. But Yamanobe insisted on long-term development of
the company. Even the General Director criticized him. Being desperate and
wanting to quit, Yamanobe visited Shibusawa's residence. Shibusawa said he would
support him 100% so please continue to work for the company, so Yamanobe stayed.
After a while, the recession ended and Yamanobe was promoted to the President of
OSF.
So what do we learn from this story? Meiji industrialization was achieved by
these powerful individuals full of energy, vision and leadership. Meiji was full
of such people, and Japan relied on them for industrialization. New laws,
deregulation and
a level playing field are perhaps not enough. If Shibusawa did not write the
first letter to Yamanobe, Japan's textile industry may not have started. (The
next question is: how to generate these people in any given society?)
Visit
Shibusawa
Museum
Mr. Fuji of Kanebo
Mr. Masazumi Fuji was a super factory manager of Kanegafuchi Spinning Company
(Kanebo). He
graduated from Keio University and worked in the sales department of Suminodo
Factory of Kanebo. This factory had obsolete machines, lack of work discipline and low
capacity utilization. He worked 18 hours a day to replace or repair old machines
and recruited 500 new workers. He restored the factory to full operation in
three months.
After that, he was promoted to the managing director of Kanebo's Tokyo Factory. This
factory was another disaster. He repaired, invested, and improved quality. He
reduced the work force from 4,000 to 1,620. After three years, the factory
became very profitable.
If Mr. Fuji were still alive, I would like to send him to your country as a JICA
expert.
|
<References>
Iwanami Shoten, Sangyoka no Jidai 1, Nihon Keizaishi 4 (The Age of
Industrialization 1, Japanese Economic History vol. 4), S. Nishikawa and T. Abe,
eds, 1990.
Miyamoto, Matao, Nihon no Kindai 11: Kigyokatachi no Chosen (A History
of Modern Japan vol.11: Challenges of Entrepreneurs), Chuo Koron Shinsha, 1999.
Nakamura, Takafusa, Nihon no Keizai Hatten to Zairai Sangyo (Japanese
Economic Development and Indigenous Industries), Yamakawa Shuppansha, 1997.
Okazaki, Tetsuji, Kogyoka no Kiseki: Keizai Taikoku Zenshi (The Path
of Industrialization: History before Becoming an Economic Giant), Yomiuri
Shimbunsha Press (1997).